Linea di decapaggio push-pull (Push-Pull Pickling Line, PPPL)
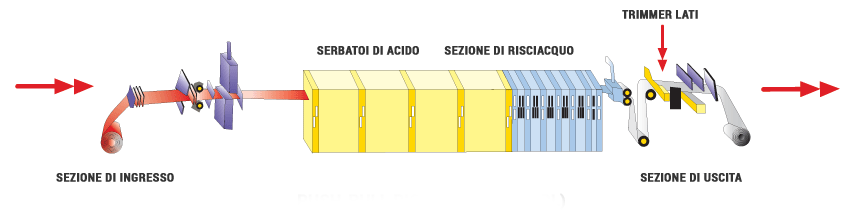
La tecnologia di decapaggio turbo pulisce la striscia in acciaio laminato a caldo con acido cloridrico e assicura la rimozione di scaglie prima della laminazione del materiale. I bordi della striscia vengono tagliati e preparati da un dispositivo di taglio dei lati in linea, in conformità ai requisiti di larghezza specifici del cliente nella linea di decapaggio. L’acido usato viene rigenerato nell’apposito impianto di rigenerazione e riutilizzato, rendendo ecologico l’intero processo.
Sottoprodotto
| Ossido di ferro |
> 99% |
| Cloruro |
0,5-2,0% |
| Umidità |
0,5% |
| Altri elementi |
Traccia |
Ossido di ferro
(Specifica indicativa)
L’ossido di ferro (Fe2O3) si ottiene dalla reazione di ossigeno (O2) e ferro (Fe). Questo è un sottoprodotto creato dall’impianto di rigenerazione dell’acido, dove viene trasformato nell’acido utilizzato dalla linea di decapaggio per recuperare e riutilizzare l’acido. L’ossido di ferro viene utilizzato nei settori di produzione di magneti morbidi, vernici e cemento. Le specifiche tipiche di questo prodotto sono riportate nella tabella.
Questa composizione può variare a seconda delle condizioni di lavorazione.

Scarti di taglio dopo decapaggio e laminazione a caldo
Il taglio dei bordi dei coil in acciaio laminato a caldo è essenziale per eliminare l’effetto negativo di microlesioni che si creano durante il processo di laminazione a caldo sull’operazione di laminazione a freddo. Questa attività viene eseguita nella linea di decapaggio e di solito implica il taglio di circa 10 – 15 mm di larghezza su ciascun lato della striscia; gli scarti prodotti dal taglio vengono frantumati in piccoli pezzi e scaricati in un apposito secchio. Questi scarti vengono fusi nuovamente da produttori di acciaio primari o secondari.

Laminatoio a freddo (Cold Rolling Mill, CRM) – Full Hard
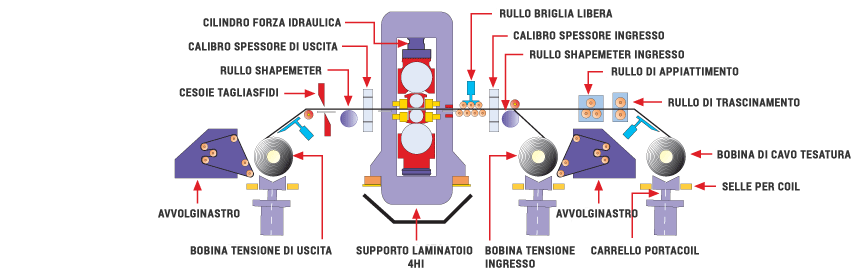
Il laminatoio a freddo inverso riduce i coil laminati a caldo, sottoposti a decapaggio e tagliati a uno spessore specifico che va da 2 mm fino a 0,25 mm. Il meccanismo di roll-shifting insieme a un sistema di raffreddamento a rulli selettivi guidato attraverso un contatore automatico della forma assicura che la striscia prodotta sia perfettamente piatta. Il sistema di controllo automatico del calibro fornisce tolleranze di spessore minime corrispondenti agli standard internazionali.
Sottoprodotto

Coil laminati a freddo leggeri
Coil laminati a freddo leggeri (Cold-Rolled Pup Coils) – Full Hard
I coil laminati a freddo leggeri (pup coil) vengono prodotti presso il laminatoio a freddo. In un laminatoio a freddo monostadio, una parte del coil viene avvolta sui mandrini di entrata e di uscita per garantire la presa durante la laminazione a freddo e queste parti vengono tagliate alla fine del processo di laminazione. Questi coil laminati a freddo leggeri presentano una parte non laminata del coil sottoposto a decapaggio e laminato a caldo e una certa lunghezza della parte laminata a freddo con un calibro errato. I coil laminati a freddo leggeri vengono solitamente fusi di nuovo da produttori di acciaio primari o secondari.

Linea di zincatura continua (Continuous Galvanizing Line, CGL)
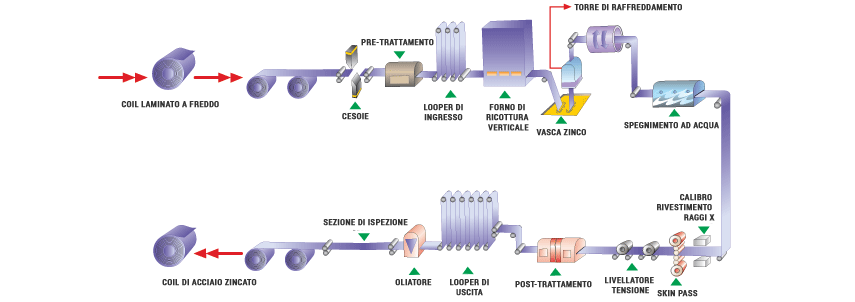
La tecnologia nonox dei forni verticali all’interno della linea di zincatura utilizza gas naturale per la pulizia termica della striscia laminata a freddo, creando un’atmosfera non ossidante che volatilizza gli idrocarburi superficiali sulla striscia. Nella sezione di ricottura del forno una miscela di azoto e idrogeno protegge la striscia dall’ossidazione e la prepara per il rivestimento di zinco. L’esecuzione della pulizia con alcali prima del forno contribuisce anche ad ottenere una eccellente adesione dello zinco.
Un indicatore del peso del rivestimento a raggi X in linea controlla l’accuratezza e l’uniformità del rivestimento per tutta la larghezza e la lunghezza della striscia, mentre il laminatoio “skin-pass” e il livellatore di tensione assicurano che la striscia sia piatta prima del riavvolgimento.
Sottoprodotto

Scorie del rivestimento di zinco
| |
Min (%) |
Max (%) |
| Zinco |
98 |
99 |
| Alluminio |
1,0 |
1,5 |
| Ferro |
0,05 |
0,20 |
| Elemento |
Traccia |
Scorie del rivestimento di zinco
(Intervallo approssimativo)
Le scorie di zinco sono generate dalla combinazione di ossido di zinco con altre impurità quali alluminio, ferro e altri elementi leganti nel bagno di zinco che viene utilizzato per la linea continua di zincatura a caldo galleggiante in cima al bagno di zinco. Queste scorie vengono raccolte utilizzando appositi cucchiai e riposte in contenitori per piccole scorie. Le scorie di zinco vengono utilizzate per il riciclaggio dello zinco, la produzione di ossido di zinco ad alta purezza e altre applicazioni che richiedono lo zinco.
La composizione può variare a seconda delle condizioni di lavorazione.

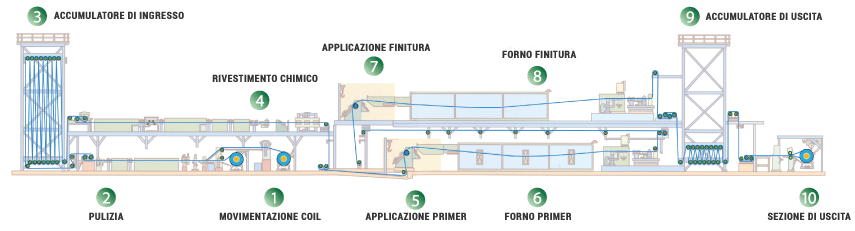
Linea rivestimento colore (Color Coating Line, CCL)
Il processo di pretrattamento in sette fasi produce una striscia zincata pulita con un rivestimento di conversione, seguito da un processo che prevede due strati e due cotture per fornire un acciaio zincato preverniciato eccellente da punto di vista estetico con buone caratteristiche di adesione metallo-vernice, uniformità del colore, spessore della vernice e finitura della superficie. Questo prodotto è adatto per varie applicazioni tra cui edilizia, elettrodomestici, recinzioni da giardino e porte per garage.
