Push-Pull Pickling Line (PPPL)
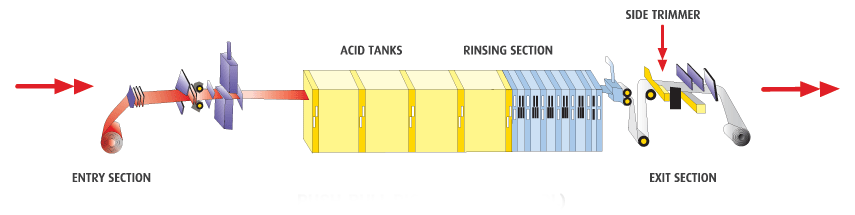 The turbo-pickling technology cleans the hot-rolled steel strip with hydrochloric acid and ensures the removal of scale prior to rolling the material. The strip edges are trimmed and prepared by an online side trimmer in accordance with the specific width requirements of the customer in the pickling line. The spent acid is regenerated in the acid regeneration plant and then reused, making the whole process environmental friendly.
The turbo-pickling technology cleans the hot-rolled steel strip with hydrochloric acid and ensures the removal of scale prior to rolling the material. The strip edges are trimmed and prepared by an online side trimmer in accordance with the specific width requirements of the customer in the pickling line. The spent acid is regenerated in the acid regeneration plant and then reused, making the whole process environmental friendly.
Bi Product

Iron Oxide

Hot Rolled Trimming
Cold Rolling Mill (CRM) – Full Hard
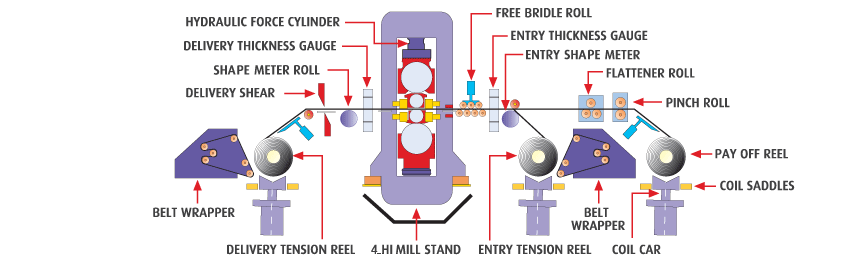 The cold-rolled reversing mill reduces the pickled and trimmed hot-rolled coils to a specified thickness, ranging from 2 mm right down to 0.25 mm. The work roll-shifting mechanism coupled with a selective roll coolant system guided through an auto shape meter ensures that the produce strip is perfectly flat. The auto gauge control system yields close thickness tolerances that match the international standards.
The cold-rolled reversing mill reduces the pickled and trimmed hot-rolled coils to a specified thickness, ranging from 2 mm right down to 0.25 mm. The work roll-shifting mechanism coupled with a selective roll coolant system guided through an auto shape meter ensures that the produce strip is perfectly flat. The auto gauge control system yields close thickness tolerances that match the international standards.
Bi Product

Full Hard Cold-Rolled Pup Coils

Continuous Galvanizing Line (CGL)
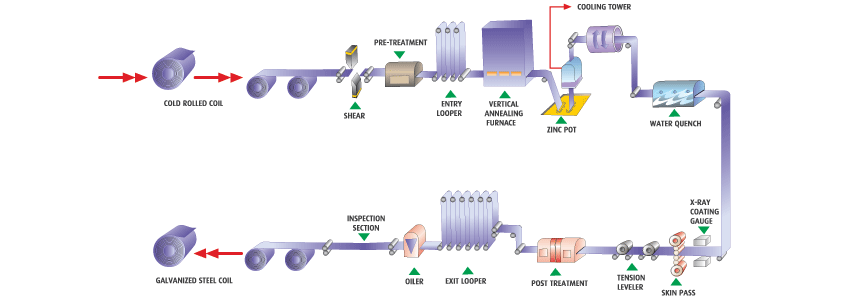 The vertical nonox furnace technology in the galvanizing line uses natural gas to thermally clean the cold-rolled strip by creating a non-oxidizing atmosphere that volatilizes surface hydrocarbons on the strip. In the annealing section of the furnace a mixture of nitrogen and hydrogen gases protects the strip from oxidation as well as preparing the strip for zinc coating. Performing alkali cleaning before the furnace also assists in obtaining excellent zinc adherence.
An online X-ray coating weight gauge controls the accuracy and uniformity of the coating across the width and along the length of the strip, while the skin-pass mill and tension leveler ensure that the strip is flat prior to recoiling.
The vertical nonox furnace technology in the galvanizing line uses natural gas to thermally clean the cold-rolled strip by creating a non-oxidizing atmosphere that volatilizes surface hydrocarbons on the strip. In the annealing section of the furnace a mixture of nitrogen and hydrogen gases protects the strip from oxidation as well as preparing the strip for zinc coating. Performing alkali cleaning before the furnace also assists in obtaining excellent zinc adherence.
An online X-ray coating weight gauge controls the accuracy and uniformity of the coating across the width and along the length of the strip, while the skin-pass mill and tension leveler ensure that the strip is flat prior to recoiling.
Bi Product

Zinc Top Dross

Color Coating Line (CCL)
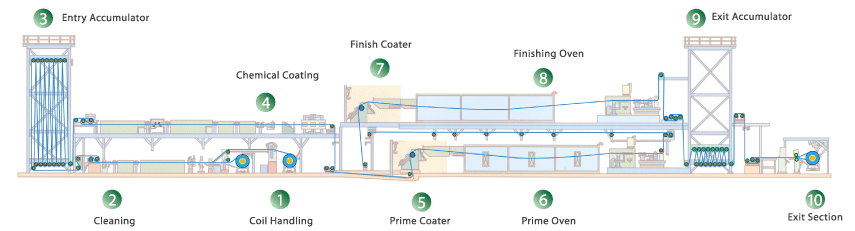 The seven-stage pretreatment process yields a clean galvanized strip with a conversion coating, which is followed by a two-coat, two-bake process to provide aesthetically superior pre-painted galvanized steel with good metal-to-paint adhesion and uniform color, paint thickness, and surface finish. This product is suitable for various applications including in construction, domestic appliances, garden fencing, and garage doors.
The seven-stage pretreatment process yields a clean galvanized strip with a conversion coating, which is followed by a two-coat, two-bake process to provide aesthetically superior pre-painted galvanized steel with good metal-to-paint adhesion and uniform color, paint thickness, and surface finish. This product is suitable for various applications including in construction, domestic appliances, garden fencing, and garage doors.
